



















Groundsmaster 4000--D/4010--D Cutting DecksPage 8 -- 15
2. Install outer bearing spacer into top of spindle hous-
ing. The spacer should fit against the snap ring.
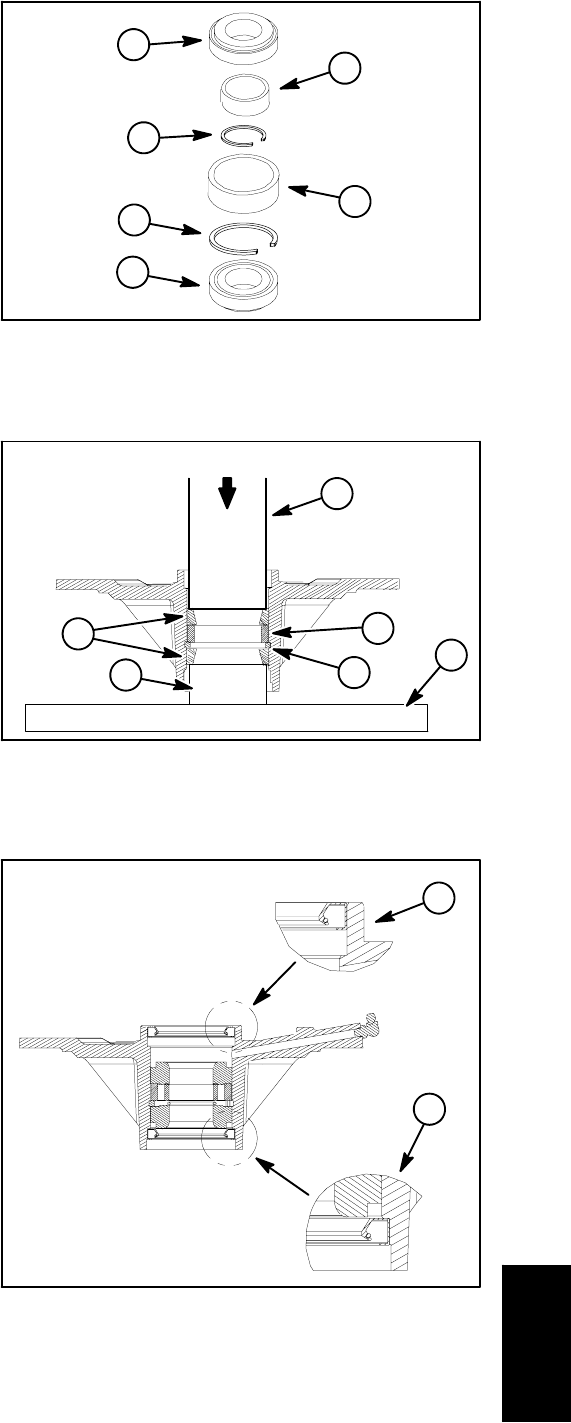
3. Using an arbor press, push the bearing cups into the
top and bottom of the spindle housing. The top bearing
cup must contact the outer bearing spacer previously
installed, and the bottom bearing cup must contact the
snap ring. Make sure that the assembly is correct by
supporting the firstbearing cup and pressing the second
cup against it (Fig 15).
4. Pack the bearing cones with grease. Apply a film of
grease on lips of oil seals and O--r ing.
5. Install lower bearing cone and oil seal into bottom of
spindle housing. Note: The bottom seal must have the
lip facing out (down) (Fig. 16). This seal installation al-
lows grease to purge fromthe spindleduring the lubrica-
tion process.
IMPORTANT: If bearings are being replaced, make
sure to use the spacer ring that is included with new
bearing set (Fig. 14).
6. Slide spacer ring and inner bearing spacer into
spindle housing, then install upper bearing cone and oil
sealintotopof housing. Note:Theupperseal musthave
the lip facing in (down) (Fig. 16). Also, upper seal should
be flush or up to 0.060” (1.5 mm) recessed into housing.
7. Inspect the spindle shaft and shaft spacer to make
sure there are no burrsor nicks that could possibly dam-
age the oil seals. Lubricate the shaft and spacer with
grease.
8. Install spindle shaft spacer onto shaft. Place thin
sleeve or tape on spindle shaft splines to prevent seal
damage during shaft installation.
9. Carefully slide spindle shaft with spacer up through
spindle housing. The bottom oil seal and spindle spacer
fit together when the spindle is fully installed.
10.Install O--ring to top of spindle shaft. For drive
spindle,positionhydraulic motor mount to top of spindle.
11.Install pulley (hub down), hardened washer and lock
nut to spindle shaft. Tighten lock nut from 130 to 150 ft--
lb (176 to 203 N--m).
IMPORTANT: Pneumatic grease guns can produce
air pockets when filling large cavities and therefore,
are not recommended t o be used for proper greas-
ing of spindle housings.
12.Attach a hand pump grease gun to grease fitting on
housing and fill housing cavity with grease.
13.Rotate spindle shaft to make sure that it turns freely.
1. Bearing
2. Spacer ring
3. Large snap ring
4. Inner bearing spacer
5. Outer bearing spacer
Figure 14
4
1
1
2
3
5
1. Bearing cups
2. Large snap ring
3. Outer bearing spacer
4. Arbor press
5. Support
6. Arbor press base
Figure 15
PRESS
5
2
4
3
6
1
1. Bottom seal installation 2. Upper seal installation
Figure 16
1
2
Cutting
Decks