



















76
ングコラムと接する部分にあるパーツは、応力の集中を防ぐため、角を落としてください。
バリや鋭利な部分はカーボンおよびアルミ製のパーツの表面を傷めます。ステムやフォークに深い傷
や削れがある場合、パーツの強度が低下し破損を招く恐れがあり、重大な人身傷害や死に至る原因と
なる可能性があります。
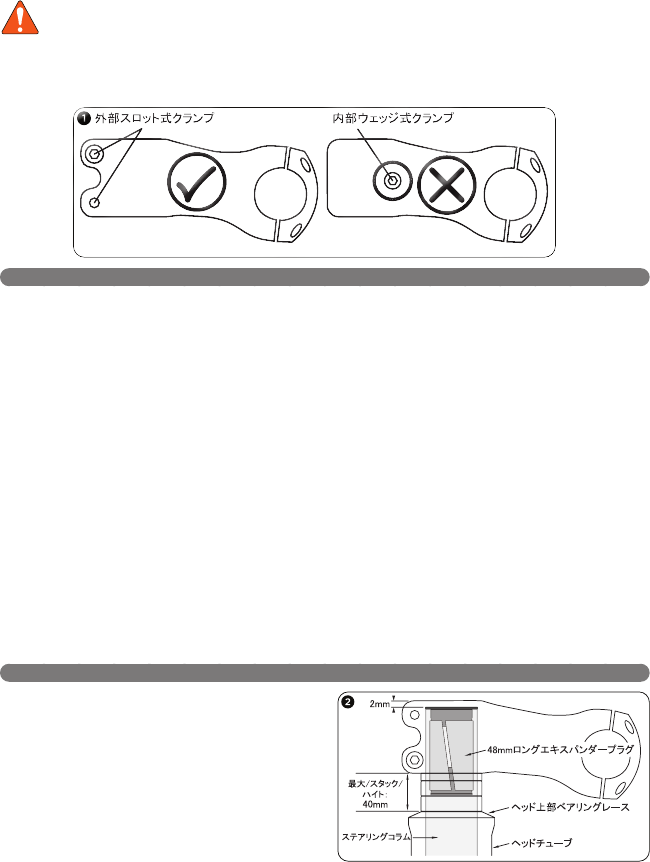
注意:Specializedでは外側に割りのあるクランプ方式のステムのみを推奨します。内部のウスによってクランプ
する方式のステムではステアリングコラムを傷める恐れがあります(図1参照)。
フォークの仮取り付け
下ベアリングレースは工場で装着済みで、取り外しはできません。表面に少量のグリスを塗布してくだ1.
さい。ステアリングコラムのステム取り付け部分にグリスがつかないように注意してください。
ベアリング表面に薄くグリスを塗布し、ヘッドチューブ内に装着してください。ベアリングは手で装着が2.
可能です。
フォークをフレーム内に通し、ヘッドセットコンプレッションリング、ヘッドセットトップキャップの順に取り3.
付け、必要な高さのカーボンコーンまたはヘッドセットスぺーサーを装着します。
注意:ヘッドセットスぺーサーは合計40mmまでに抑えてください。この限界を超えた場合ステアリングコラムの強
度が不足する恐れがあります(図2参照)。
注意:ステムを装着する前に、ステアリングコラムのステムとの接点(ヘッドセットスぺーサーの上方)をイソプロ
ピルアルコールまたは同タイプの脱脂剤で脱脂してください。
ステムを仮止めします(48mmロングエキスパンダープラグを入れない状態でトルクをかけないでくださ4.
い)。
注意:仮装着の際はステムの高さがすでに決定されていない限り、調整幅を十分確保するため最大限のスぺー
サースタック(40mm)を入れることを推奨します。ポジション調整の際、スぺーサーはステムの上下どちらにも入
れることが可能です。より正確なステムの高さが確定してから、ステムの上に入っているスぺーサー分のステア
リングコラムを再度切断することができます。
ステアリングコラムの切断
ステム高の初期位置が決定したら、ステムの上端1.
の位置でステアリングコラムに印をつけます。エキ
スパンダープラグの1mm厚のリップが納まるスペ
ースを確保するため、印の3mm下に切断位置を
決定します。結果的に2mmのすき間が残ります。
(図2参照)
切断する箇所にマスキングテープを数回巻きます。2.
これによりカーボン繊維がばらけることを防ぎ、より
きれいな切断面を得ることができます。テープを巻
いたら切断位置を正確に測り、テープの上にペンで
記します。カーボン繊維がばらけるのを防ぐため、鋸歯のないカーバイドブレードの使用を推奨します。
細かい歯(36T)のノコギリも使用可能です。全ての寸法に間違いがないことを再確認し短く切りすぎな
いように注意してください。二回測る方がフォークを買いなおすより、はるかに楽なはずです。
注意:ステアリングコラムは、まっすぐ切断する必要があります。ステアリングコラムカッティングガイドツールの
使用を推奨します。
目的の長さに切断したら、切断面のバリをエメリーペーパーまたは細かいグリットのサンドペーパーで3.