



















especial, hierro colado y metales
noferrosos como el aluminio. La
mayoría de la soldaduras de arco se
hacen con electrodos del grupo de
aceros dulces. El material del electrodo
debe ser similar al de la pieza de trabajo.
Las capas de fundentes están hechas
para usarlas con CA (corriente alterna),
CD (corriente directa) polaridad
reversa o CD de polaridad directa,
aunque algunas sirven para ambas
corrientes CA y CD.
ELECTRODOS DE USO COMUN
1. E-6011 PENETRACION PROFUNDA
• Este tipo de electrodo es ideal para
soldar en posiciones verticales y por
encima de usted ya que le ofrece
un arco fuerte y los metales se
solifican rápidamente.
• (Cuando no tenga tiempo de
limpiar el óxido o la pintura este
tipo de electrodo penetra
rápidamente con facilidad).
• Se puede usar para soldar con
corrientes CA o CD (polaridad
reversa).
2. E-6013 PARA TODO TIPO DE USO
• Este electrodo se puede usar para
soldar en cualquier posición, le
ofrece poca salpicadura o depósito
de residuos.
• Para usarse con aceros dulces en
todo tipo de trabajos.
• Se puede usar para soldar con
corrientes CA o CD (polaridad
directa o reversa).
3. E-7014 HIERRO PULVERIZADO
• Para todo tipo de trabajos y
posiciones.
• Ideal para situaciones cuando las
piezas metálicas no cuadran bien.
• El hierro pulverizado del fundente
se combina con el relleno para
formar una soldadura con poco
depósito o salpicadura.
• Ideal para trabajos de herrería
ornamental.
• Se puede usar para soldar con
corrientes CA o CD (polaridad reversa).
4. E-7018 BAJO EN HIDROGENO
• Este electrodo de alta resistencia
para soldar en cualquier posición
está diseñado para soldar con bajo
contenido de hidrogeno y muy
buenas propiedades mecánicas.
• Se puede usar para soldar con
corrientes CA o CD (polaridad
reversa).
CORRIENTE
Para fijar el nivel adecuado de
corriente ajuste el amperaje al nivel
requerido.
La corriente representa la cantidad de
electricidad que en realidad circula y
ésta se regula con un interruptor en la
soldadora. la cantidad de corriente
usada depende del tamaño (diámetro)
y tipo del electrodo usado, la posición
de la soldadura y el grosor de la pieza
de trabajo.
Consulte las especificaciones que se
detallan en el paquete del electrodo o
en la tabla general de la sección
Funcionamiento. Si usa demasiada
corriente para soldar metales de poca
resistencia, éstos se quemarían, el
reborde sería plano y poroso o cortaría
la pieza de trabajo (vea la Fig. 11). Si
usa poca corriente el reborde luciría
demasiado pronunciado e irregular.
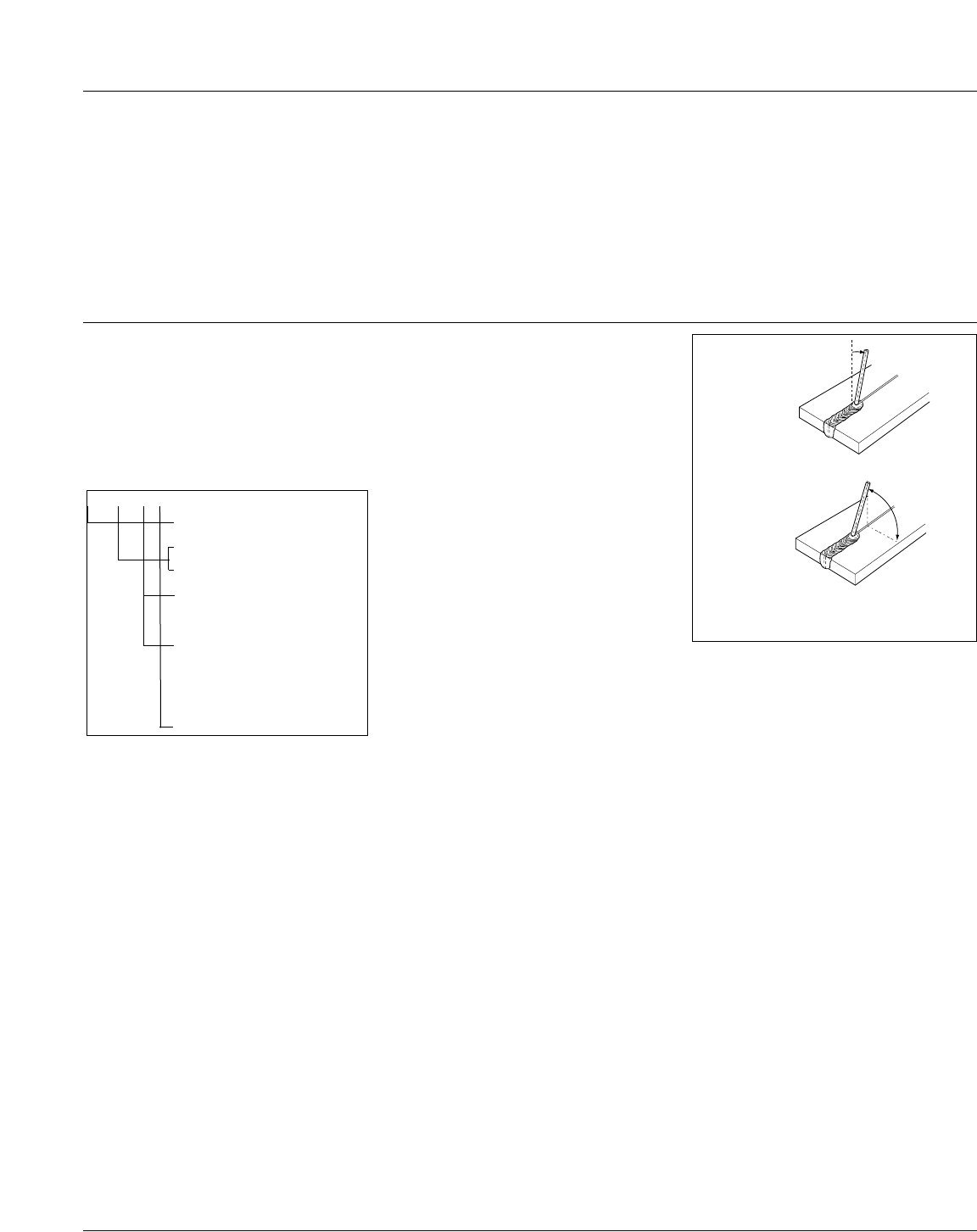
ANGULO
Este es el ángulo en que se sostiene el
electrodo durante el proceso de soldar.
Al usar el ángulo adecuado se
garantiza una penetración y formación
de reborde adecuada. Al necesitar
diferentes posiciones de soldar y
uniones, el angulo del electrodo juega
un papel más importante. Hay 2
factores en este ángulo: ángulo de
desplazamiento y de trabajo. (vea la
Fig. 8)
El ángulo de desplazamiento es el
ángulo en la línea donde se está
soldando y puede variar entre 5º y 45º
de la línea vertical, según sean las
condiciones de trabajo.
El ángulo de trabajo es el angulo
desde la línea horizontal, medido en
angulos a la línea de soldar.
Para la mayoría de las aplicaciones se
puede usar ángulos de desplazamiento
Modelo WS2100
31
Manual de instrucciones y lista de repuestos
Angulo de desplazamiento
Angulo de trabajo
5º - 45º
Figura 8 - Angulo de soldadura
E - 6 0 1 3
E=Electrodo
60= Acero dulce
70= Acero resistente
1=Electrodo se puede
usar en todas las
posiciones
2=Electrodo sólo se
puede ussar en
posiciones planas u
horizontales
CLASIFICACION AWS DEL ELECTRODO