



















13 FR
S’il vous plaît lire et conserver ces instructions. Lire attentivement avant de monter, installer, utiliser ou de procéder à l’entretien du produit
décrit. Se protéger ainsi que les autres en observant toutes les instructions de sécurité, sinon, il y a risque de blessure et/ou dégâts matériels!
Conserver ces instructions comme référence.
Instructions D’Utilisation & Manuel De Pièces
Modèle WS2100
Arcitech Soudeur à
l'arc à technologie
de convertisseur
BUILT TO LAST
Description
Le futur de la soudure est arrivé ! Le
soudeur à l'arc Arcitech™ de Campbell
Hausfeld utilise la technologie de type
convertisseur pour éliminer la masse et
le poids des soudeurs traditionnels de
type transformateur vous offrant ainsi
une puissance incroyable dans un
emballage portable et minuscule. Cette
source de courant constant donne une
alimentation sans heurt en c.c. pour des
soudures de haute qualité avec le procédé
SMAW (soudage à l'arc avec électrode
enrobée) en utilisant des baguettes.
L'outil se convertit aussi en un soudeur
TIG (arc sous gaz inerte avec électrode
de tungstène) avec un chalumeau TIG
optionnel (WT6100) et une bobonne de
gaz inerte avec un régulateur.
Le modèle Arcitech™ de Campbell
Hausfeld fonctionne sur puissance
d'entrée monophasée de 115 volts/ 20
ampères. Il est doté d'un contrôle
d'ampérage infini pour choisir avec
exactitude le bon courant nécessaire
pour plusieurs conditions de soudure.
Les composants internes sont protégés
thermostatiquement.
Déballage
Lors du déballage, l’examiner
soigneusement pour rechercher toute
trace de dommage susceptible de s’être
produit en cours de transport. S’assurer
que tous raccords, vis, etc. sont serrés
avant de mettre ce produit en service.
Exigences De Circuit
Cet
équip-
ement exige un circuit de 115 volts
uniquement. Se référer au tableau suivant
pour le disjoncteur ou la classification de
fusible correcte. Ne pas faire fonctionner
autres appareils, lampes, ou outils sur ce
circuit pendant l’utilisation de cet
équipement. Reportez-vous au tableau
pour la bonne utilisation de rallonges.
Des fusibles grillés et des disjoncteurs
déclenchés peuvent découler de la non-
conformité à ces recommandations.
!
AVERTISSEMENT
Spécifications
Le porte-
électrode
est “électrisé” (porte une charge électrique)
quand le modèle est en marche (ON).
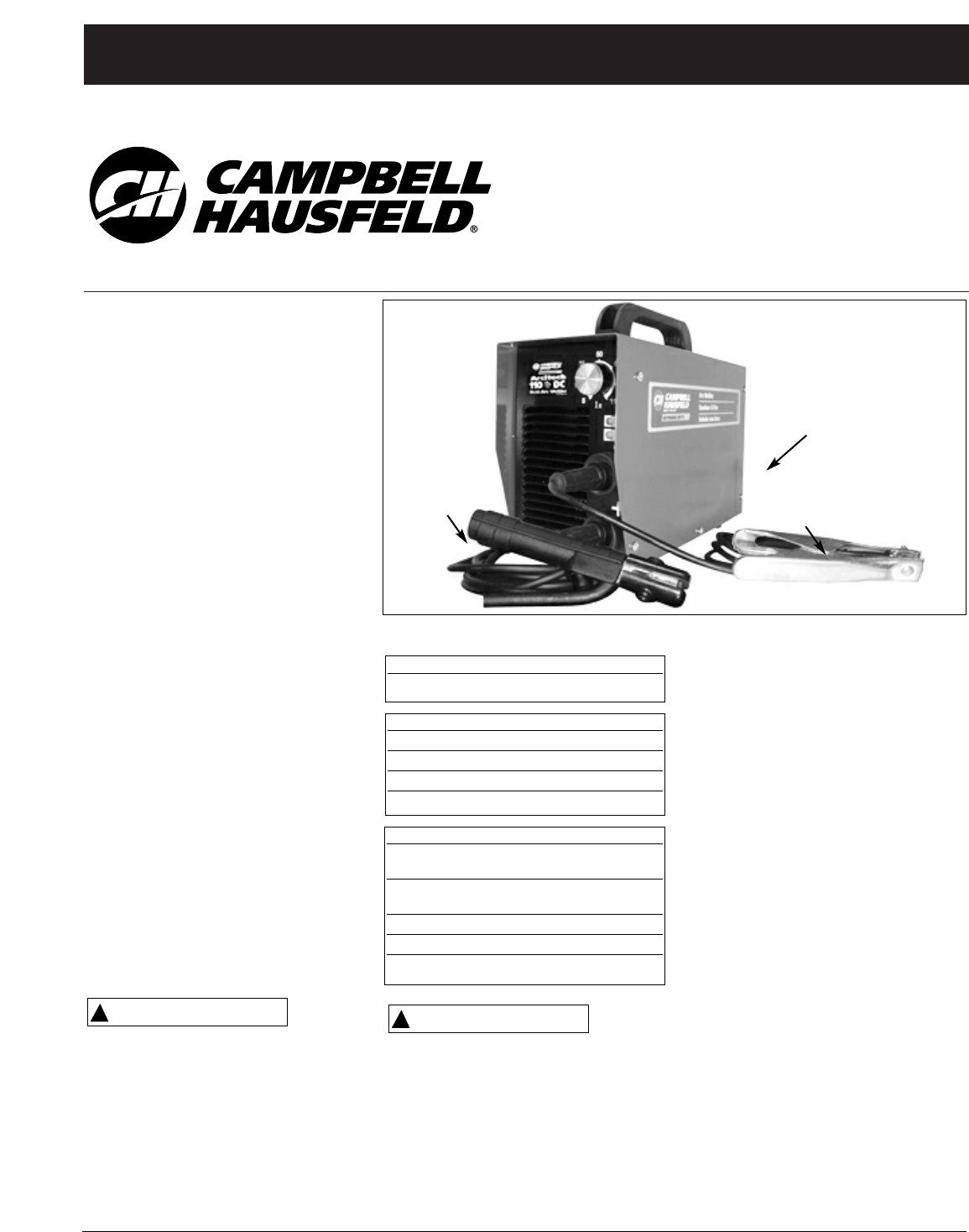
Composants
(Voir la figure 1)
1. Pince de travail avec fil de 10 pi et
fiche de connexion dinse
2. Porte-électrodes avec fil de 15 pi et
fiche de connexion dinse
3. Cordon d'alimentation – 7.5 pi –
14AWGX3C-SJT
!
AVERTISSEMENT
Contrôles – Panneau avant (voir la
figure 2)
1. Bouton de contrôle d'ampérage infini –
contrôle 5-110 A de sortie de c.c.
2. Fiche de connexion dinse positive :
a) Connectez le porte-électrode pour
une polarité « inverse (courant
continu-électrode positive).
b) Connectez la pince de travail pour
une polarité « directe » (courant
continu-électrode négative).
3. Fiche de connexion dinse négative :
a) Connectez la pince de travail pour
une polarité « inverse » (courant
continu-électrode positive).
b) Connectez le porte-électrode pour
une polarité « directe » (courant
continu-électrode négative).
4. DEL jaune - normalement éteinte.
Lorsqu'elle est allumée cela signifie
que le courant de soudure est coupé
à cause de :
a) Surchauffe thermique – régime
d'utilisation est dépassé – laissez
refroidir pendant 15 minutes.
b) Tension d'entrée à l'extérieur des
paramètres de sécurité. (115 volts
+/- 10 %)
5. DEL verte – On (marche) = prêt à
souder.
IN971600AV 4/03
1
3
2
Rallonges – Longueur à la sortie nominale
Soudure Ampères de sortie 55 65
90
Calibre du cordon longueur du cordon
- pieds
14 calibre du cordon 65 50 25
12 calibre du cordon100 75 50
10 calibre du cordon150 125 100
Courant d'entrée à la sortie nominale
Ampères d'entrée c.a.16 19 24
Ampères de sortie c.c.55 65 90
Soudure Volts c.c. 22 23 24
Cycle de travail 100 % 60 % 35 %
Spécifications de courant
Monophasé 50/60 Hz 115 Volts