



















Les enduits de flux sont fabriqués pour
l’utilisation avec c.a. (courant
alternatif), c.c. (courant continu)
polarité inversée, ou c.c. polarité
ordinaire. Quelques-uns fonctionnent
aussi bien avec c.a. et c.c.
ÉLECTRODES COMMUNES
1. E-6011 PÉNÉTRATION CREUSE
• La puissance de l’arc et la
solidification rapide du métal
facilite le soudage aérien et vertical
avec cette baguette.
• Si vous n’avez pas le temps
d’enlever la rouille, écailles ou
peinture, la pénétration avec cette
baguette est rapide et facile.
• Acceptable pour le soudage de
courant alternatif ou continu (c.a.
ou c.c.) (polarité inversée).
2. E-6013 TOUT USAGE
• Baguette pour toutes positions,
dépôt lisse avec éclaboussure basse.
• Pour tout acier doux et travaux
généraux.
• Acceptable pour la soudure à
courant alternatif ou continu (AC
ou DC) (polarité ordinaire ou
inversée).
3. E-7014 POUDRE EN FER
• Une baguette de “traînage” pour
tout usage et toutes positions.
• Idéal pour situations de mauvais
ajustage entre les pièces de métal.
• La poudre en fer dans l’enrobage
du flux se mélange avec la
baguette de remplissage afin de
produire un dépôt lisse avec peu
d’éclaboussure.
• Idéal pour les travaux décoratifs.
• Acceptable pour le soudage à
courant alternatif ou continu (c.a
ou c.c.) (polarité inversée).
4. E-7018 HYDROGÈNE BAS
• Une électrode à haute résistance,
pour toutes positions, conçue pour
la production d’hydrogène faible
avec propriété mécanique
excellente.
• Acceptable pour le soudage à
courant alternatif ou contenu (c.a.
ou c.c.) (polarité inversée).
COURANT
Le bon courant exige un ajustement
du soudeur au réglage d’ampérage
exigé. Le courant représente le flux
d’électricité actuel et peut être réglé
avec un bouton sur le soudeur. Le
courant utilisé dépend de la taille
(diamètre) et du type d’électrode
utilisée, position de la soudure, et
l’épaisseur de l’objet. Consulter les
spécifications indiquées sur
l'emballage de l'électrode ou le
tableau général de la section
d'opération. Le courant excessif brûle à
travers le métal léger, et le cordon de
soudure est plat et poreux ou le
cordon de soudure peut sous-caver
l’objet (Voir Fig. 11). Le cordon de
soudure paraît trop haut et irrégulier si
le courant est trop bas.
ANGLE DE SOUDURE
L’angle de soudure est l’angle de
l’électrode pendant le soudage.
L’utilisation du bon angle assure la
pénétration et la formation du cordon
de soudure exigé. L’angle de
l’électrode est un facteur très
important pour obtenir une soudure
de bonne qualité dans des positions de
soudure différents.
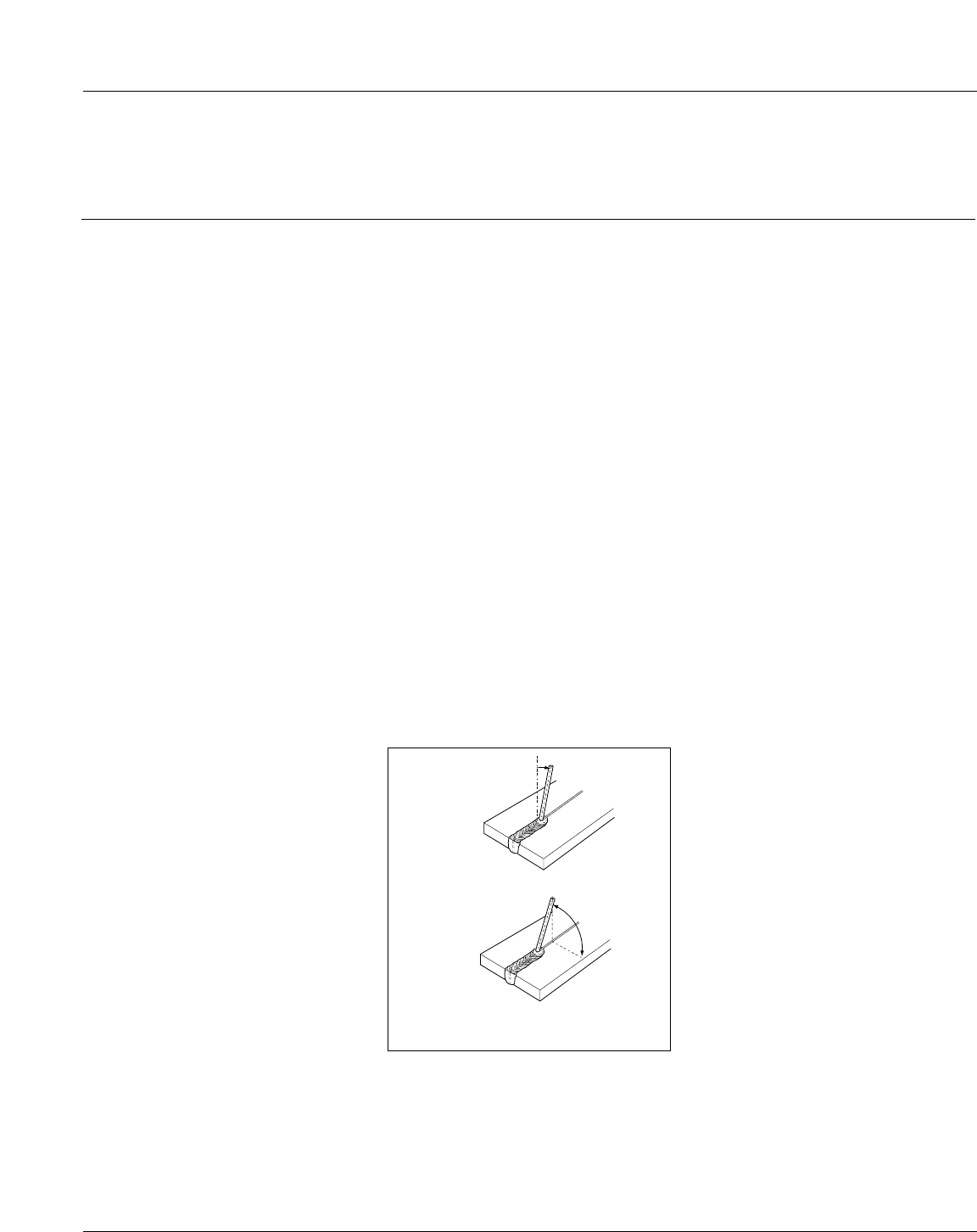
L’angle de l’électrode comprend deux
positions - l’angle de déplacement et
l’angle de travail. (Voir Figure 8.)
L’angle de déplacement est l’angle
situé dans la ligne de la soudure et
peut être variable de 5º à 45º de la
verticale selon les conditions de
soudage.
L’angle de travail est l’angle de
l’horizontale, mesuré aux angles droits
à la ligne de soudage.
Un angle de travail de 45º et un angle
de déplacement de 45º sont suffisant
pour la plupart des applications. Pour
les applications spécifiques, consulter
un manuel de soudage à l’arc.
Remarque: Les soudeurs droitiers
devraient souder de la gauche à la
droite. Les soudeurs gauchers devraient
souder de la droite à la gauche.
L’électrode devrait toujours être dirigée
vers le flaque de la soudure comme
indiqué.
LONGUEUR DE L’ARC
La longueur de l’arc est la distance de
l’objet de travail jusqu’au bout de
l’électrode; la distance de déplacement
de l’arc. Une longueur d’arc correcte est
nécessaire pour la production de
chaleur exigée pour le soudage (Voir
Fig. 11). Un arc qui est trop long produit
un arc instable, réduit la pénétration,
augmente l’éclaboussure, et produit des
cordons de soudure plats et larges. Un
arc trop court ne produit pas assez de
chaleur pour fondre l’objet de travail,
l’électrode se colle facilement, la
pénétration n’est pas suffisante, et les
cordons de soudure sont inégaux avec
des ondulations irrégulières. L’arc ne
devrait pas être plus long que le
diamètre de la baguette et son bruit
devrait être un grésillement constant
comme le grésillement du bacon.
VITESSE DE DÉPLACEMENT
La vitesse de déplacement indique la
Modèle WS2100
19 FR
L’angle de déplacement
L’angle de travail
5º - 45º
Figure 8 - Angle De Travail